









 Україна
Україна Méjico
MéjicoAs the food industry responds to animal welfare issues, many producers have started to consider alternative options to stall-based gestation systems. We took a few moments to speak with Hog Slat’s national sales manager, Fritz Richards, about group housing systems.
Can you describe the options available and the advantages and disadvantages of each?
Hog Slat first took a hard look at the Electronic Sow Feeding or ESF systems. Sows are housed as groups and fed in stations that identify sows individually by means of RFID ear tags. This type of equipment seemed to offer slight advantages that would offset some of the management tools which producers would lose going to group housing from stalls. Such as the ability to feed animals as individuals and maintain dynamic farrowing groups. We looked at both domestic and international systems, touring and speaking with experienced growers. There were some differences that came to the forefront.
Like?
This type of system is a major paradigm shift for US producers. The US industry has developed a very straight forward system of handling gestation sows. Sows are weaned into a stall, bred there and sow condition is managed by individual feeding. ESF is a completely different management style. First, the animals must undergo a two to four week training process with up to five percent of them eliminated as untrainable. Second, because computers, scanners, RFID tags and low voltage lines are necessary for ESF equipment a highly trained staff is required to operate the system successfully. With many production systems experiencing high turnover of farm staff, it becomes very difficult to perform the necessary maintenance and training.
Where do you see ESF working best?
Farms where the owner works in the unit every day and is able to maintain and repair the equipment in-house. The U.S. landscape is not like the situation we saw in Europe where as many as six service technicians are available in an area the size of a U.S. county. Getting timely repairs when the equipment is down should be an important consideration when considering ESF systems.
What other options have you looked at?
Free Access Stalls. In this system, the sows are housed in groups but are provided with access to individual feeding stalls. The stalls have a lockout mechanism on the rear gate that allows sow access and prevents other sows from entering. She is able to exit the stall at any time to go back in the pen area. Most designs feature an option for the herdsman to lock the sows in the stalls for treatment. We feel this may be the ultimate sow housing system.
Are Free Access Stalls available from Hog Slat?
We offer this equipment to producers, but, they need to remember that this is the most expensive option they can install. The square footage requirements per sow are high, (as much as 37 sq ft per sow) and the stalls with a locking mechanism are more expensive than a standard gestations stall.
What other options are available?
Floor feeding in pens actually predates stalls. This system is designed with five to eight sows per pen, and the feed is dropped directly on the pen floor. This system is successful if managed correctly. Grouping of the sows by size is critical as the strongest animals tend to get the most feed. It is the lowest cost alternative to gestation stalls.
What seems to be the most popular option?
Stanchions are the most popular system we see for new and remodel projects. This is group housing with short dividers or stanchions to protect the individual sow at feeding time. This design lends itself to a wide range of group sizes with a lot of flexibility in pen and building dimensions, which is important with remodel projects.
Why do you think it is so popular?
Stanchion production methods adapt well to current U.S. production practices. A farm’s current staff can manage a stanchion system because it utilizes the same feed delivery system and penning equipment as they are currently using.
What criteria are used in designing a stanchion system?
The first decision is how many square feet per sow will be allocated. Obliviously, square footage in the building is expensive, and this can range from 17 to 24 square feet per animal. This is a business decision each producer must weigh against projected welfare regulations.
A group sizing of 10 to 20 head per pen is common. Equipment is standard 40-inch high rod panels with 18” long divider stanchions, creating a feed space for each animal in the pen. The stanchions are open rod style set at 18” to 21” width. Experience has shown it is not necessary to use solid dividers on the side or front of the stanchion. The rod style protects the ears and head of the sow from aggressive animals and doesn’t restrict air flow as much as solid panels. In addition, rod style penning is more cost effective and has a longer life span.
We also design a breeding area with stalls equal to 45 days worth of sow holding capacity. Sows are weaned into this area until bred and formed into gestation groups.
How is the stanchion system managed?
Sows are fed using an automated feed system with individual drops. Sows anticipate each feeding and start lining up before the feed drops. You don’t see much shuffling between stanchions as they become conditioned to eating their portion and realize the other feeding slots will not have feed after they finish. The earliest systems utilized a trickle feed system where over a longer time, small amounts of feed were dispensed to hold the sow at their feeding space. Trickle feeding was proven to be unnecessary and just added additional cost to the scheme.
While the sows are eating, a herdsman moves along the alley noting animals that are not at the feed trough. He can mark them for later treatment or movement to a hospital area.
Are there any disadvantages?
Yes, animals cannot be individually fed. Sows that “fall out” of a group because of sickness or injury have to be removed to a hospital pen or stall. Despite the disadvantages, this has been a popular choice for many producers desiring to move into group housing.
How many stanchions have been installed by Hog Slat?
Hog Slat has built and installed over 150,000 spaces of stanchion housing in the U.S., from individual farms up to large production systems. We have gathered a lot of field experience completing those projects and can help any producer considering group housing systems.
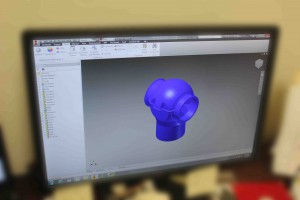
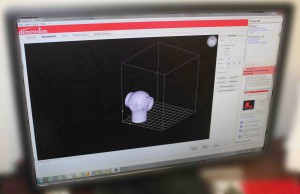 The cube in the screen represents the printer’s chamber, and the white image is a digital model. The program divides the object into digital cross-sections and the printer builds the object in layers. The printer makes multiple passes spraying very thin layers of plastic until the final shape is complete.
The cube in the screen represents the printer’s chamber, and the white image is a digital model. The program divides the object into digital cross-sections and the printer builds the object in layers. The printer makes multiple passes spraying very thin layers of plastic until the final shape is complete.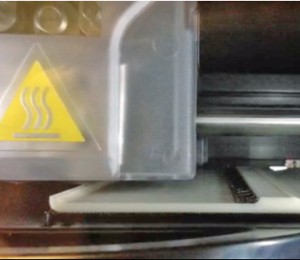 “You can almost compare the printer to a giant glue gun that accurately places liquid plastic down in precise layers,” Andrew said, “The process can take from several hours up to several days depending on the size of the item. The maximum size part we can print is 10” x 10” x 12” tall”
“You can almost compare the printer to a giant glue gun that accurately places liquid plastic down in precise layers,” Andrew said, “The process can take from several hours up to several days depending on the size of the item. The maximum size part we can print is 10” x 10” x 12” tall” “We were able to take the prototype drop adaptor and test it on both the metal and plastic feed tubes. We made a few small dimensional adjustments and proceeded with complete confidence that the final part would fit as we intended.”
“We were able to take the prototype drop adaptor and test it on both the metal and plastic feed tubes. We made a few small dimensional adjustments and proceeded with complete confidence that the final part would fit as we intended.”

 Another example is the
Another example is the Before receiving those released products into warehousing, our Quality Control department conducts a series of QC checks. Keith Riley, QC department head, creates an Incoming Inspection Document for each item. This establishes a benchmark of quality checks used to test production parts. This is not only done the first time we receive the product, but every time that product arrives from the manufacturer.
Before receiving those released products into warehousing, our Quality Control department conducts a series of QC checks. Keith Riley, QC department head, creates an Incoming Inspection Document for each item. This establishes a benchmark of quality checks used to test production parts. This is not only done the first time we receive the product, but every time that product arrives from the manufacturer.
 Hog Slat has a very unique position in the industry. We are responsible directly to the end user. It is our own people installing and servicing the products we sell. We cannot pass off problems to someone in the supply chain; we are the entire supply chain to the end user.
Hog Slat has a very unique position in the industry. We are responsible directly to the end user. It is our own people installing and servicing the products we sell. We cannot pass off problems to someone in the supply chain; we are the entire supply chain to the end user.


