









 Україна
Україна Méjico
Méjico
Spring cool cell startup 30 Apr 2020
Make sure the evaporative cooling system isn't to blame for poor-performing ventilation this summer.
Make sure the evaporative cooling system isn't to blame for poor-performing ventilation this summer.

Stir fans and sprinkler systems remain a cost-effective method to reduce summer heat stress for finishing pigs.

Variable Frequency Drive systems vary hertz instead of voltage to control fan speed resulting in more accurate minimum ventilation rates and better energy efficiency.

Your reaction on seeing the PRICE of Hog Slat’s Vent Actuator will probably be to dismiss it as a low quality item. You get what you pay for.
Don’t let the price fool you.
The Vent Actuator is a great example of Hog Slat’s engineering expertise, combined with global sourcing and lean distribution chain.
Engineering added features to increase the useful life of the unit.
24″ stroke length with a maximum speed of 1/4″ per second and adjustable limit switches.
Built-in potentiometer sends feedback to room controller to position air inlets.
800 lb. payload
Increased protection of interior electrical components with clamped extension boots and motor seals. Overall, the Actuator’s Internal Protection Rating is 65 vs. competitive brands with ratings of only 53. (See What is an IP rating?)
Hog Slat’s lean distribution chain model direct sources products and delivers them to the farm without an expensive and outdated dealer network. (See eliminating margin stack)
All in all, a great product at a great price.
The Right Kind of Sticker Shock. For ordering information go to HS667-24.

Nameplate from GrowerSELECT fan motor
Today’s livestock and poultry operations rely on electric motors for a variety of feeding and ventilation functions. Used in buildings that can be both dusty and humid, with fluctuations in voltage and varying workloads we subject our motors to a very hostile work environment.
When selecting replacement motors, it is important to select motors that are both efficient and designed with a “safety factor” that will allow them to last under harsh conditions.
While you may be familiar with the term Service Factor or S.F., there are a couple of important designations found on a motor nameplate that may need more clarification.
Service Factor is defined as a motor’s ability to operate under a short-term load. The higher a motor’s S.F. rating, the more durable the motor. Motors with high S.F. are expected to last longer. To illustrate, a 1-1/2 Hp motor with a 1.5 S.F. can provide 2.25 Hp for short-term use. However, it is not a good practice to continuously operate a motor above the rated workload. In other words, the same 1-1/2 Hp motor with 1.5 SF would not be selected to power a 60″ fan originally shipped with a 2 Hp motor.
Full Load Amps or F.L.A. represents the amount of current the motor is designed to draw at the rated horsepower. In the example nameplate, this means that when the motor is running under a full load at 230 volts, we can expect it to draw 5.4 amps. Motors with a lower F.L.A. for the amount of horsepower are considered more efficient to operate.
Service Factor Amps or S.F.A. represents the amount of current the motor will draw when running at the full Service Factor. In the example nameplate, the S.F.A. is eight amps at 230 volts.
Continually exceeding the S.F.A. shown on the nameplate can shorten motor life. Motors with a higher S.F.for the same horsepower have an increased “safety factor” and are expected to last longer under harsh conditions.
The most efficient, rugged motors are designed with a higher S.F., lower F.L.A., and higher S.F.A ratings. By comparing the information on a motor nameplate, we can select the best replacement motors for feeding and ventilation equipment.
Hog Slat designed the GrowerSELECT line of motors to help simplify a producer’s decision on selecting replacement motors. GrowerSELECT motors feature a high Service Factor (as high as 1.5) and higher S.F.A. rating to increase motor life. Each model number is a direct cross to the most popular brands of feed systems and fans used on producers’ farms. No matter what your existing brand of equipment we have a GrowerSELECT motor designed to replace it and save money while doing so. Shop GrowerSELECT motors.
Management expert Peter Drucker is often quoted as saying that “you can’t manage what you can’t measure.” We believe this is particularly true when it comes to developing, improving and testing ventilation fans.

Hog Slat’s Wind Tunnel
Hog Slat’s AirStorm and Windstorm ventilation fans are designed and tested using an Airflow Performance Test Chamber, or as it more commonly known, a Wind Tunnel. Measuring 10′ x 10′ x 28′ long, the Wind Tunnel was constructed according to AMCA standard 210 and installed at the Clinton, NC facility in May 2015.
Fans to be tested are fixed in place on one end of the Wind Tunnel.

Air Forcing fan powered by a 20 HP motor
A 48″ axial vane fan, powered by a 20 hp motor, located on the opposite end of the tunnel, forces air into the chamber.

Nozzle Wall
After passing through a series of mesh straighteners, the air is then forced through a nozzle wall consisting of metal cones that can be opened and closed to change available square inches of space.

Pressure transmitters feed data to the automated recording system.
Two devices, called Differential Pressure Transmitters, measure and record the static pressure differential on each side of the nozzle wall. To maintain precise accuracy, the transmitters are calibrated monthly and are also returned to the manufacturer for a factory re-calibration once per year.
One of the key features of Hog Slat’s test chamber is the automated recording system that records data without any manual input from an operator. The Wind Tunnel is ramped up from zero to maximum static pressure while up to two data points per second are recorded in real time. This automated recording system is a custom program developed by a team from Hog Slat’s engineering group. This allows Wind Tunnel technician, Matt Parker, to supply the engineering group with a complete fan performance graph instead of limiting the information to only a few selected data points.

Technician Matt Parker views display screen readouts.
Lead engineer for ventilation products, Tyler Marion explains; “Having a Wind Tunnel in-house allows us to quickly break down a fan by critical components and test multiple variables quickly. We are able to test different motor/fan combinations, shutter designs, and cone styles to constantly improve the fans Hog Slat delivers to our customers.”

QC testing fan blades
Hog Slat’s Wind Tunnel is not only used for fan testing and development, it also serves as a Quality Control check on products received from suppliers. The photo above shows a galvanized prop mounted in standard fan ring. In this case, the initial run of product from the vendor is being checked against the approved sample. This testing continues for each production run to ensure the same performance levels from lot to lot. QC checks are also run for completed fans pulled from inventory and checked against published standards for airflow, CFM/watt and motor amperage.

Matt tests a Windstorm 36″ Box Fan using the Thrust Tester.
A new addition to our fan testing equipment is the device called a Thrust Tester. The Thrust Tester measures the amount of thrust (lbf or pounds of force) a stir or circulation fan develops. It also measures the thrust efficiency ratio of a fan by dividing the lbf by kWs used. Although the Thrust Test is a stand-alone unit, it is tied into the Wind Tunnel transmitters to record the data. Matt also records centerline velocity at distances five times the prop diameter.
To see more on Hog Slat’s complete line of AirStorm fiberglass and Windstorm galvanized ventilation fans go to www.hogslat.com or call 800-949-4647.

Broiler houses at a Georgia farm.
When it comes down to it, the cost of manufacturing a high-quality product is the same for most companies producing equipment for the livestock and poultry markets. Most companies have identified the most efficient methods to build an anchor bearing, motor, feeder, nipple waterers, etc.
The real cost difference comes from the delivery of those products to the end user. The standard model of distribution, in our industry, involves a manufacturer producing a product line, warehousing it, and employing a sales force to establish a dealer network.
The dealer network stocks the equipment, maintains a storefront, hires salespeople, installs, and services the production systems in a local area for the brand of equipment they represent.
This particular type of distribution model has changed very little over the history of the livestock and poultry production industries. Each member of this distribution model is an independent business entity and is free to add whatever margins they deem necessary (or possible) to the final cost a producer pays.
GrowerSELECT supply chain removes extra margins to reduce the final cost to end users.
Sold through a different type of distribution model, GrowerSELECT goes directly to livestock and poultry growers through our network of regional local stores. Because we own the distribution chain from top to bottom, we add only ONE MARKUP over our cost.
Our cost is based on finished goods plus ONE MARKUP vs. MULTIPLE MARKUPS from the typical distribution model.
Also, we would suggest that we are the low-cost producer for most products. Wait a minute; the first paragraph said the cost of manufacturing was the same for everyone.
True. But if a brand has a loyal dealer network, the pricing to the dealer network will not be challenged. A loyal dealer will continue to buy brand name products even if the cost is excessive.

GrowerSELECT auger motor with 2-year warranty.
Name brand motors are a perfect example of this. An auger or fan company buys a motor from a motor manufacturer, puts their logo on it and sells it to a local supplier. The local supplier sells the motor to the end user adding little value to the final price. A local supplier has few other options. Their volume of a particular motor isn’t high enough to go directly to a motor manufacturer, and they have little negotiating power with their chosen brand vendor. The brand company has little incentive to lower the cost to a loyal dealer network. In fact, a brand company can charge different prices in different geographical locations depending on market pressure.
Compare this with GrowerSELECT motors. Our network of over 70 store locations and turnkey construction business allows for large purchases of motors direct from a manufacturer. We forecast purchase amounts for each store location and ship directly with minimal warehousing cost. Local retail pricing continually drives us to buy at a more competitive price.
The conventional distribution chain is directed from the TOP DOWN versus the GrowerSELECT model which is driven from the BOTTOM UP. Lower pricing for comparable products is the result.
The GrowerSELECT distribution model also affects product responsibility. Because we interact directly with the end users, we deal directly with any problems arising with the installed products. We sell it; we service it, and the end user works with one company.
The traditional marketing chain allows room for some question regarding who is responsible for dealing with equipment failures when those problems arise. The manufacturer can blame poor installation, dealer system design, or a number of other reasons (excuses) for a product’s failure. A local supplier can blame the brand company for poor design or manufacturing flaws. The GrowerSELECT distribution system eliminates “finger pointing” and focuses on providing accountability to each and every customer.
![]() Our customers produce commodities. The lowest cost commodity producer is always the most successful. Our mission is to provide our customers long term value at the lowest possible cost.
Our customers produce commodities. The lowest cost commodity producer is always the most successful. Our mission is to provide our customers long term value at the lowest possible cost.
Ask yourself this question; “Are all the manufacturers, distributors, dealers, installers, and service personnel creating ADDED VALUE in the distribution chain I buy from?” If you hesitated while answering that question, take the next step by changing the way you buy and implementing GrowerSELECT equipment into your operation.
To contact a sales representative in your area or find our nearest locations to you, click here.

Most commercial broiler farms utilize an evaporative system to provide cooling during hot weather. Although there is no substitute for regular maintenance and cleaning, choosing the right system can reduce repairs. In part one, we compare Hog Slat’s trough design and features against competitive brands.
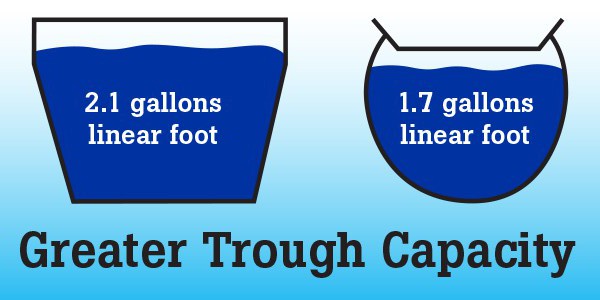
Hog Slat’s Evap System features a square trough to increase the water reservoir by over 24% when compared to 8″ PVC pipe. This extra capacity allows water draining from the pads to be collected for re-circulation without overflowing. In a typical 80′ system this adds up to 168 gallons compared to only 128 gallons for an 8″ diameter PVC trough.

The Hog Slat trough cover is designed with more inches of open area to permit faster drainage away from the bottom of the pads. If the pad bottoms remain saturated, they can get soft and in extreme cases sag and fall out of the system. We show a comparison of the amount of open area per linear foot of trough.

The most secure method for supporting the trough is to place the bottom directly on a concrete base. This type of installation eliminates the need for support brackets. The flat bottom of the Evap System sits directly on a concrete pad without additional supports.
Troughs with round bottoms such as a pipe or U-shaped troughs require the use brackets to hold them on the concrete. The bottom doesn’t sit directly on the concrete, with damage to the trough resulting from the brackets cutting into the plastic.

For installation requiring brackets, the Hog Slat design provides better support. The heavy Bi-Fold bracket is a full four inches wide and spreads the bearing load over a greater area compared to narrow brackets. The bracket also features two support legs instead of one to prevent twisting.

Hog Slat’s wide 4″ bracket allows mounting on a 4×4 post when building framing lumber is not available or system is installed away from the building.

Trough repairs are simple and leak free by using two couplers. Repairs to round bottom trough are time-consuming and often results in leaks.

Most commercial broiler farms utilize an evaporative system to provide cooling during hot weather. Although there is no substitute for regular maintenance and cleaning, choosing the right system can reduce repairs. In part 2, we compare pad, distribution and fasteners of Hog Slat’s Evap System against competitive brands.

The Evap System features a large capacity spray bar with more holes per running foot to reduce pad streaking. Attaching the sections with bell connectors eliminates the dry areas in the pad common with coupled spray bars.
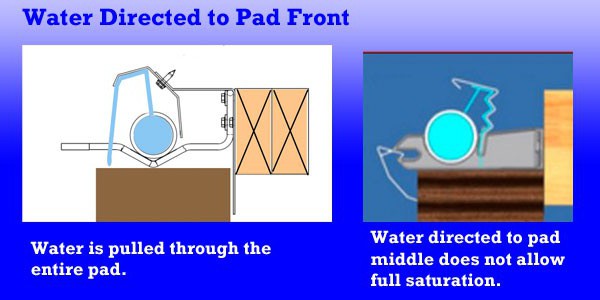
Pad saturation is enhanced because the top deflector angles the water flow to the outside of the pad. By directing the water to the outside surface, the water is pulled through the pad wetting the full 6″ width. Designs with the water deposited in the middle of the pad may not utilize the entire pad.
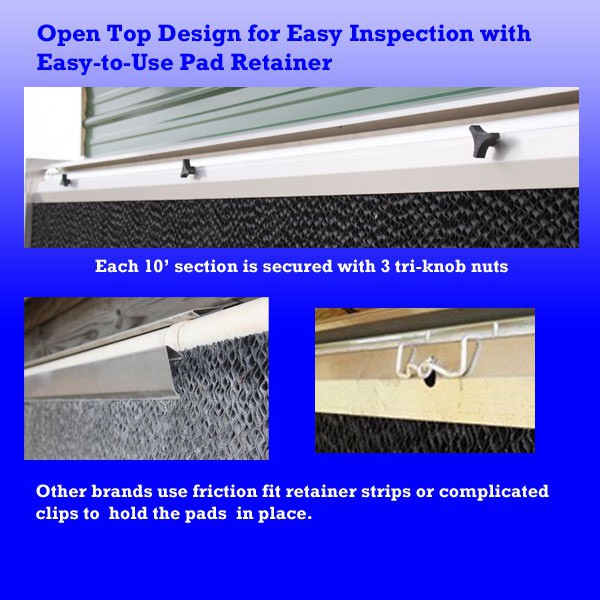
The Hog Slat system features three robust, easy-to-remove, Tri-Knob nuts with brass inserts to hold each aluminum pad retainer in place. Each section of the deflector and pad retainer is joined with connector clips to prevent dips or bows in the installation.

Manufactured from heavyweight Saturation Grade Kraft paper for high absorption rate and glued with proprietary resins mixed with additives for fire resistance and fungus protection. H2PAD pad is then triple cured in precisely controlled ovens and cut to exact lengths. 3/4″ ProTec edging extends pad life by protecting against UV and mechanical damage. Additional ProTec coating is available on the pad bottoms to guard against premature damage.
Most commercial broiler farms utilize an evaporative system to provide cooling during hot weather. Although there is no substitute for regular maintenance and cleaning, choosing the right system can reduce repairs. In part 3, we compare pump and sump tanks options for Hog Slat’s Evaporative System.
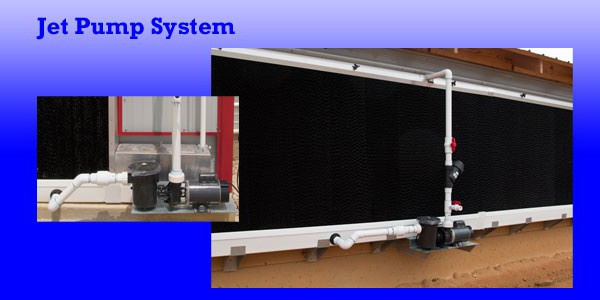
The jet pump system has several advantages starting with an open, drip proof, air cooled motor that does not have to operate in water. Repairs are less expensive because a jet pump has two components; the motor can be replaced separately from the impeller assembly. Repairs are easier with a jet pump because the assembly is above ground, and you don’t have to pull the pump out of a sump tank like a submersible pump to perform repairs. The strainer basket protects the impeller assembly from debris.

Side discharge design delivers higher volumes than competitors center discharge pumps so water reaches the ends of long pad runs. 3/4 hp pump is available in 115V or 230V models.

The Hog Slat submersible pump is specially designed for cool cell system applications and not just adapted from other industries. Re-designed vortex impeller produces lower head pressure and higher water volume, resulting in an efficient 1/2 hp pump with the same output as normal 3/4 hp submersible pumps.

The Hog Slat sump tank design does not require it to buried in the ground like conventional T-Tank sumps. On systems where trough height permits an above ground installation, the tank will set directly on a concrete pad. For below ground installations, the Evap System sump tank features a molded lower lip with a rounded bottom profile to help prevent it from “floating” out of saturated ground when the tank is empty.



