









 Україна
Україна Méjico
MéjicoThe size of individual sow farms continues to increase; just a few years ago 2,400 head units were considered large, but new sow farms under construction this year range between 5,000 to 14,000 head in size.
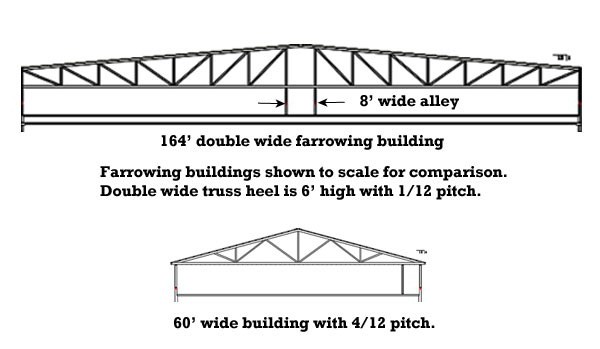
Building cross-section comparison
Designing the central production facility into two or three larger buildings has many advantages including smaller land requirements, less underground utilities to bring to the site, shorter roadways to build and maintain, fewer walkways between buildings and less linear footage of exterior building walls.
Because of increased pig capacities and the desire to minimize the number of buildings, it was necessary to increase the buildings widths up to 190 feet. Instead of the 4/12-pitch roof used on standard farm buildings, these jumbo-wide facilities utilize a two-piece rafter with a 1/12-pitch roof line resting on a center support wall in the middle. Almost 6 feet high at the heel with a center height of 13 feet, the rafters are designed more like a large floor joist. The outside appearance resembles a steel frame building more than conventional wood framed structures.
Breeding/ Gestation

Galvanized gestation stalls
Totally slatted flooring is a common feature of newly constructed B&G buildings. While past layouts consisted of a solid laying area with slat sections in the rear of the pen or stall only, new construction plans incorporate slats over the entire floor with stainless feeding troughs fastened in place. This arrangement allows long-term flexibility to reconfigure the pen layout in the future if needed.
Group housing with stanchions is the predominant type of housing under construction this year. Largely through trial and error, the industry seems to have settled into pen configurations containing eight to twelve sows. This pen size permits closer grouping by size and condition and promotes easier visual inspection.
Whether the production system chooses gestation stalls, stanchions, or ESF, most equipment is specified with hot-dipped galvanized equipment instead of painted finish. The extended equipment life provided by the galvanized finish makes this an economical business decision.
One advantage reported with stanchion systems is longer equipment life resulting from moving the water away from the front of the stanchions. Locating a cup or swinging water pipe with nipples in the center of the pen reduces the deterioration of feed pipes and stall fronts by minimizing water contact with these areas.
Farrowing

Large pen farrowing crates with SowMAX feeders
Jumbo style layouts permit designing a double farrowing building with an extra wide 8-foot center alleyway to aid in animal and people movement between rooms.
Almost every new construction project increases the length and width of the farrowing crates and creep area from the standard 5′ x 7′ footprint up to 6’ wide by 8′ long, with some systems choosing 8’6″ long crates. Longer framed sows and reduced piglet crushing rates from using wider pens have driven this trend. Again, the equipment will have a galvanized finish with a combination of cast iron, TriDek, or plastic slats for flooring choices.
Most production systems will incorporate some provision for ad-lib sow feeding. Besides reducing farm labor, ad-lib sow feeding is the most efficient method for feeding individual sows to reach full milk production potential. The type of systems can range from electronic transponder metering devices to sow activated hopper type feed dispensers.

Swinging rafters on new farrowing house
Projects of this size require builders with an expanded skill set. A builder must be able to provide professional project management, understanding of regulatory issues, and increased insurance coverage. It is also critical for any construction firm undertaking projects of this size to have sufficient financial backing and the ability to manage large cash flows.
For more information about Hog Slat’s construction projects and swine production equipment offerings, contact your nearest sales representative by clicking here.

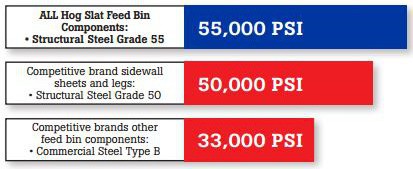












 Hog Slat developed the GrowerSELECT® line to collapse the supply chain, reduce margins and lower the final cost. How?
Hog Slat developed the GrowerSELECT® line to collapse the supply chain, reduce margins and lower the final cost. How?











 As the swine industry searches for alternatives to stall gestation, another option has emerged and is in the process of being refined. Stanchion Housing refers to short stall-like dividers that are added to open pen gestation to separate and protect the animals as they are fed. It is a refinement over traditional open pens where sow are fed on the floor and group size must be limited to reduce fighting.
As the swine industry searches for alternatives to stall gestation, another option has emerged and is in the process of being refined. Stanchion Housing refers to short stall-like dividers that are added to open pen gestation to separate and protect the animals as they are fed. It is a refinement over traditional open pens where sow are fed on the floor and group size must be limited to reduce fighting. Looking at the total number of animals in a breeding group, a decision can be made on total numbers of sows per pen. Current stanchion systems range from 10 head per pen all the way up to over a hundred. Many producers choose to break a farrowing group into two or three different pens as this allows for grading and sorting weaned animals by body score. Placing sows in similar groups reduces fighting and allows for uniform feeding.
Looking at the total number of animals in a breeding group, a decision can be made on total numbers of sows per pen. Current stanchion systems range from 10 head per pen all the way up to over a hundred. Many producers choose to break a farrowing group into two or three different pens as this allows for grading and sorting weaned animals by body score. Placing sows in similar groups reduces fighting and allows for uniform feeding.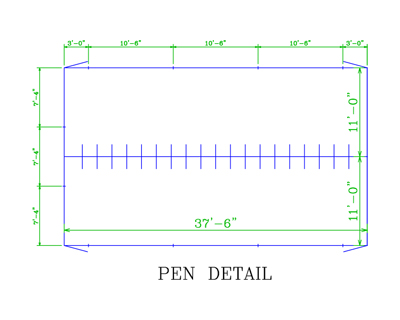 First, long narrow pens are preferred as this prevents a boss sow from blocking feed stanchions. The second design feature is placing the stanchions head to head in the center of the pen rather than placing them along the alleys. Because the stanchions are not in the alleys, the sows can be viewed from the rear during feeding for problems. It also allows for easier animal movement in and out of the pens as the gates are not part of the stanchions. In addition, the number of feed lines needed is reduced.
First, long narrow pens are preferred as this prevents a boss sow from blocking feed stanchions. The second design feature is placing the stanchions head to head in the center of the pen rather than placing them along the alleys. Because the stanchions are not in the alleys, the sows can be viewed from the rear during feeding for problems. It also allows for easier animal movement in and out of the pens as the gates are not part of the stanchions. In addition, the number of feed lines needed is reduced. Equipment used in a head-to-head layout consists of stanchions that are 40” tall and 19” long. These dimensions protect the face and ears of the individual sow from aggressive pen mates. Ideal width has been determined to be 20” as this prevents other sows from crowding in to steal feed. Early systems used solid dividers; as we gained more experience with head-to-head systems, the use of open dividers was adopted. The Hog Slat equipment used to configure this layout is an adaption of our standard gestation stall which has been used throughout the industry for over 30 years. The stanchions are constructed of solid horizontal rods with angle top and bottom rails, the entire unit bolts together with galvanized floor spacers and double top spacers for added stability. This style of stanchion fits completely with the standard 40” gestation penning used in the rest of the pen layout. The result is a well-designed system that goes together without a great deal of “field fabrication”. AquaChief cup waterers are added at the rate of one per 11 animals to provide fresh water.
Equipment used in a head-to-head layout consists of stanchions that are 40” tall and 19” long. These dimensions protect the face and ears of the individual sow from aggressive pen mates. Ideal width has been determined to be 20” as this prevents other sows from crowding in to steal feed. Early systems used solid dividers; as we gained more experience with head-to-head systems, the use of open dividers was adopted. The Hog Slat equipment used to configure this layout is an adaption of our standard gestation stall which has been used throughout the industry for over 30 years. The stanchions are constructed of solid horizontal rods with angle top and bottom rails, the entire unit bolts together with galvanized floor spacers and double top spacers for added stability. This style of stanchion fits completely with the standard 40” gestation penning used in the rest of the pen layout. The result is a well-designed system that goes together without a great deal of “field fabrication”. AquaChief cup waterers are added at the rate of one per 11 animals to provide fresh water. Many of the stanchion systems are remodels, the layout of which has to be adapted to existing slat /solid configurations. If building new projects most producers opt for using total slats as this allows for more flexibility in the event of changes in the welfare regulations.
Many of the stanchion systems are remodels, the layout of which has to be adapted to existing slat /solid configurations. If building new projects most producers opt for using total slats as this allows for more flexibility in the event of changes in the welfare regulations.




